Zusätzlicher Frontapparat verkürzt Bearbeitungszeit

TRAUB TNL32-11
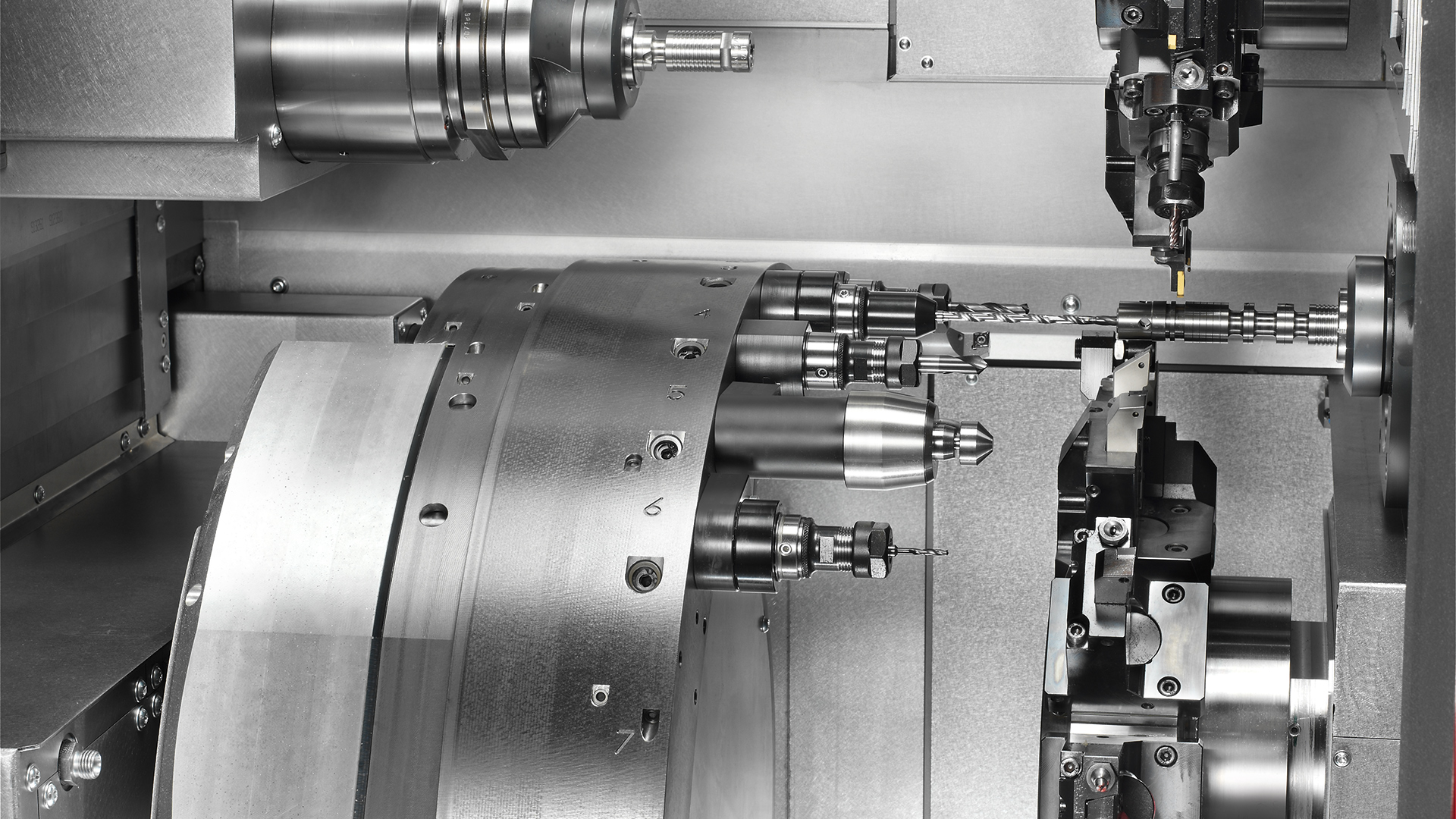
Die TRAUB TNL32-11 ist die neueste Erweiterung der erfolgreichen Lang-/ Kurzdrehautomaten-Baureihe TRAUB TNL32. Ihr markantes Kennzeichen ist ein auf einem Kreuzschlitten montierter Frontapparat, der die Zahl der Linearachsen der Maschine auf elf erhöht. So kann die leistungsstarke TRAUB TNL32-11 drei Werkzeuge simultan und doch völlig unabhängig voneinander zum Einsatz bringen. Das spart Bearbeitungszeit – vor allem bei Bauteilen mit hohem Bohranteil.
Die TRAUB TNL32-Baureihe hat sich innerhalb kurzer Zeit erfolgreich im Markt etabliert. Drei verschiedene Modelle – die TNL32-7B, die TNL32-9 und die TNL32-9P decken breitgefächerte Marktbedürfnisse ab. Sie alle haben erklärende Produktbezeichnungen: So steht die 32 für den Stangendurchlass, die Zahlen 7 sowie 9 geben die Zahl der linearen Achsen an, das B steht für eine zusätzlich B-Achse und das P für Maschine mit Steuerung TX8i-p. So ist es offensichtlich, dass das vierte Mitglied dieser Drehmaschinenfamilie, die TNL32-11, zwei zusätzliche lineare Achsen bekommen hat.
Wie die TNL32-9 verfügt die TNL32-11 über einen in Z-Achse beweglichen Spindelstock, einen oberen und baugleichen unteren Revolver mit X-, Y- und Z-Achse sowie eine in X- und Z-Richtung verfahrbare Gegenspindel. Neu hinzugekommen ist ein Frontapparat, der auf einem zusätzlichen in X und Z-Achse verfahrbaren Kreuzschlitten sitzt. Er stellt dem Anwender weitere, frei positionierbare Werkzeuge zur Verfügung und ermöglicht, dass gleichzeitig bis zu drei Werkzeuge simultan und unabhängig im Eingriff sein können.
Hohe Flexibilität durch interpolierbare Y-Achse im Frontapparat
Zusätzlich zu den beiden linearen Achsen X- und Z verfügt der Frontapparat über eine CNC- Rundachse. Durch die Interpolation der Rundachse mit der X-Achse und der C- Achse der Hauptspindel kann mit dem Fronapparat mittels einer interpolierten Y-Achse auch in Y-Richtung gearbeitet werden. Besonderer Vorteil: Wenn ein Bohrwerkzeug exakt mittig auskorrigiert werden muss, lassen sich die notwendigen Korrekturen einfach über die CNC- Steuerung vornehmen. Das kann bei kleinen Teilen hilfreich sein, die schon auf minimale Abweichungsfehler sehr empfindlich reagieren.
Der große Flugkreis der Werkzeugaufnahmen des Frontapparates wurde bewusst gewählt: Durch seine großzügige Gestaltung ist eine zeitgleiche und kollisionsunkritische Bearbeitung gemeinsam mit den beiden Werkzeugrevolvern an der Hauptspindel möglich.
Acht zusätzliche Werkzeuge plus eine Greiferstation
Mit dem Frontapparat stehen insgesamt acht zusätzliche Werkzeugplätze zur Verfügung. Hiervon jeweils vier Werkzeugplätze zur Aufnahme von feststehenden Werkzeugen und vier Werkzeugplätze für den Einsatz von angetriebenen Werkzeugen.
Weiter ist eine Station für einen Werkstückgreifer vorhanden, um ein bearbeitetes Werkstück aus der Gegenspindel zu entladen. Ein zeitsparender Vorteil: Denn während das fertige Werkstück aus der Gegenspindel abgeführt wird, kann das Folgeteil an der Hauptspindel schon wieder mit zwei Werkzeugen bearbeitet werden.
Der Werkzeugantrieb im Frontapparat ist mit bis zu 3,4 kW Leistung und einer Maximaldrehzahl von 12.000 Umdrehungen überaus produktiv und leistungsstark dimensioniert. Die Werkzeughalter sind mit einem Aufnahmeschaftdurchmesser von 36 mm sehr robust und steif ausgeführt. An jeder Station steht – einzeln ansteuerbar – ein Kühlmitteldruck bis zu 80 bar zur Verfügung. Eine angetriebene Station kann als Tieflochbohrstation mit einer Kühlmittelversorgung bis 120 bar genutzt werden. Der Frontapparat lässt sich bei der Fertigung von langen Bauteilen auch als Reitstock nutzen.
Großer, bedienerfreundlicher Arbeitsraum
Neben dem Vorteil des Frontapparates hat der TRAUB Lang-/ Kurzdrehautomat TNL32-11 weitere Vorzüge zu bieten, die für die gesamte Baureihe gelten. Der Arbeitsraum ist durch seine hohe und breite Schiebetür für den Bediener leicht zugänglich, was Einrichte- oder Umrüstarbeiten erleichtert. Über ein großes Sichtfenster lässt sich der Zerspanungsprozess gut im Blick behalten. Durch den großen Z-Verfahrweg des Spindelstockes können die Maschinen problemlos und absolut gleichberechtigt für das Lang- oder das Kurzdrehen eingesetzt werden. Der Umrüstaufwand beträgt hierbei weniger als 15 Minuten.
Zwei Antriebe in einem Revolver
Beeindruckend ist die Technik der Werkzeugrevolver. Deren Schaltung erfolgt mittels einer NC-Rundachse, die die Bewegung über ein Zykloidengetriebe steuert. Dadurch kann der Revolver in jede beliebige Position geschaltet werden, ohne dass eine mechanische Verriegelung erforderlich ist. Die freie Positionierung des Revolvers ermöglicht Mehrfachwerkzeuge an jeder Station.
Ein Highlight ist der „Dual Drive“, der aus zwei in einem Revolver integrierten Antriebssträngen besteht. Diese patentierte Antriebslösung reduziert die Nebenzeiten und damit die Stückzeiten. Die ebenso einfache wie geniale Idee: Während ein Werkzeug im Eingriff ist, kann das für den nächsten Arbeitsschritt vorgesehene Werkzeug hauptzeitparallel auf die gewünschte Drehzahl beschleunigen und steht nach der Revolverschaltung sofort mit voller Drehzahl zur Verfügung. Ruckartige Beschleunigungen und Verzögerungen, die bisher zur Nebenzeitminimierung unumgänglich waren, gehören damit der Vergangenheit an. Der Anwender profitiert zusätzlich von dem Vorteil, dass der Werkzeughalterverschleiß durch die gemäßigte Beschleunigung reduziert wird. Die Span-zu-Span-Zeiten liegen selbst bei angetriebenen Werkzeugen nur bei rund 0,3 Sekunden.
Verbesserte Werkzeugaufnahmen
In den Revolvern kommt das TRAUB Kompaktschaftsystem zum Einsatz, das die hochgenaue Aufnahme von Werkzeughaltern ermöglicht. Diese sitzen tiefer im Revolver als bei handelsüblichen Systemen, was zu geringeren Hebelwirkungen und damit zu höherer Steifigkeit führt. Bei angetriebenen Werkzeughaltern ermöglicht der große Schaftdurchmesser von 45 mm den Einbau von Spindellagern mit ebenfalls großen Durchmessern. Mittels Schnellwechselsystem können Werkzeuge ohne Ausbau des Werkzeughalters hochgenau und zügig ausgetauscht werden. Das Kompaktschaftsystem erhöht nachweislich die Werkzeugstandzeiten und wirkt auf eine verbesserte Oberflächengüte ein.
Geringer Platzbedarf
Die Maschinen der TNL-32-Reihe sind äußerst kompakt aufgebaut, wozu unter anderem der im oberen Bereich der Maschine integrierte Schaltschrank beiträgt. Ein weiteres Plus: Mit nur wenigen Handgriffen lässt sich im Servicefall die rückseitige Verkleidung lösen und die volle Zugänglichkeit zu den mechanischen Baugruppen herstellen. Die hydraulischen und pneumatischen Komponenten sind ebenfalls auf der Rückseite der Maschine frei zugänglich angeordnet und mit einem Blick leicht zu erfassen.
Praxiserprobte Steuerungsfamilie
Bei der TNL32-Baureihe kommen die TRAUB-Steuerungen TX8i-s und bei der TNL32-9P die TX8i-p zum Einsatz. Beide Modelle basieren auf der CNC-Hardware von Mitsubishi, während die Bedienfeldsoftware beider Steuerungen – wie alle seit mehr als 30 Jahren entwickelten Versionen – eine hundertprozentige TRAUB-Eigenentwicklung ist.
Der Vorteil liegt auf der Hand: Es muss nicht auf standardisierte Software-Produkte zurückgegriffen werden, sondern Kunden- und Anwendungsbedarf können optimal abgebildet und in die Entwicklung mit einbezogen werden. Selbstverständlich sind beide Steuerungen zu allen vorherigen TRAUB-Steuerungen kompatibel, so dass bestehende Programme genutzt werden können.
Für die TRAUB-Steuerungen sprechen zahlreiche Details, wie
•zeitreduziertes Rüsten durch höhere NC-Performance
•wechselseitiges Programmieren, Optimieren und Simulieren im Dialog oder im NC-Modus möglich
•Fehlervermeidung und Rüstzeitreduzierung durch objektorientierte Dialogführung
•feinfühlige Werkzeugbruch- und Verschleißüberwachung
•Kompatibilität mit allen bisherigen TRAUB-Steuerungen
•hohe Verfügbarkeit
•optimaler Support, da Maschine, Steuerung und Antrieb aus einer Hand stammen